關于浸滲加工補漏的話題,相信從事該行業的朋友、廠家都會進行加工工藝方面的研究、探討與分析。今天,專業的浸滲廠家小編通過網絡搜集的一篇有關壓鑄鋁合金的表面浸滲方法與流程的專利文章,分享給朋友們,具體詳情如下:
一種壓鑄鋁合金的表面浸滲方法與流程
文檔序號:16891931發布日期:2019-02-15 23:08閱讀:2471來源:國知局
導航: X技術> 最新專利>物理化學裝置的制造及其應用技術
本發明涉及壓鑄鋁合金的表面處理技術領域,具體的涉及一種壓鑄鋁合金的表面浸滲方法。
背景技術:
壓鑄鋁合金由于具有重量輕、強度高、成形性好、價格適中、回收利用率高等優點,被廣泛應用于汽車、航空航天等領域。在鋁合金壓鑄的工業化生產過程中,從熔融的液態金屬轉變為固態金屬物質的過程中,往往存在體積收縮,同時在該過程中,還會產生不同程度的疏松、氣孔和夾雜等缺陷。這些缺陷會使加工的機械產品達不到使用要求,甚至是報廢。有些缺陷不容易被發現,到加工后經過試壓才出現問題,造成工時和原材料的浪費。因此,在機械加工過程中,需要對加工產品進行密封和補強。
浸滲法就是為了這種目的而產生的一種工藝,浸滲技術是利用浸滲液在外壓力的作用下滲入多孔或者是縫隙中,經過固化反應而達到填補損傷的目的,同時可以達到功能化的用途,是現代科技發展要求的一項新技術。
目前采用的浸滲技術當浸滲液浸入到微孔后采用熱水進行浸滲液固化,固化工藝復雜,固化時間較長,并且熱固型的浸滲液固化后也存在強度不高的問題。
公開于該背景技術部分的信息僅僅旨在增加對本發明的總體背景的理解,而不應當被視為承認或以任何形式暗示該信息構成已為本領域一般技術人員所公知的現有技術。
技術實現要素:
本發明的目的在于提供一種壓鑄鋁合金的表面浸滲方法,從而克服上述現有技術中的缺陷。
為實現上述目的,本發明提供了一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為5-10min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空,保持真空狀態下5-8min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為8-15min;
所述每100g浸滲液包含如下組分:丙烯酸樹脂10-30g,聚氨酯樹脂20-30g,納米氧化鋁分散液0.1-0.5g,光引發劑0.1-5g,抗氧化劑0.1-0.5g,阻聚劑0.05-0.2g,其余為有機溶劑;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有機溶劑對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金移動到uv光照條件下進行固化,所述uv光的波長為365nm,uv光的能量為500-1000mj/cm2,固化的時間為2-10min;
所述步驟(2)抽真空的壓力為0-0.099mpa。
所述步驟(3)的丙烯酸樹脂具體為羧基型丙烯酸樹脂、酰氨基丙烯酸樹脂、縮水甘油基丙烯酸樹脂、甲基丙烯酸羥丙酯樹脂其中的一種或多種,每100g浸滲液中丙烯酸樹脂的具體含量為20g。
所述步驟(3)的抗氧化劑具體為2,6-二叔丁基對甲基苯酚,每100g浸滲液中抗氧化劑的具體含量為0.3g。
所述步驟(3)的有機溶劑具體為乙酸丁酯、乙二醇甲醚、乙二醇丁醚、甲基丁酮、異丁醇,其比例為2:1:3:2:2。
所述步驟(5)的uv光能量為850mj/cm2,固化時間為5min。
與現有技術相比,本發明具有如下有益效果:
本發明相比于一般的壓鑄鋁合金表面浸滲工藝,壓鑄鋁合金的孔隙浸滲的效果更好,并且采用的uv固化方式生產免去了熱水固化的環節,在提高浸滲效果的同時可以有效節約能源。
附圖說明:
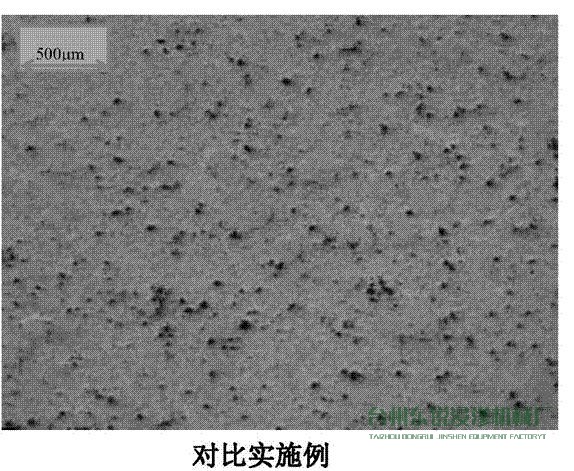
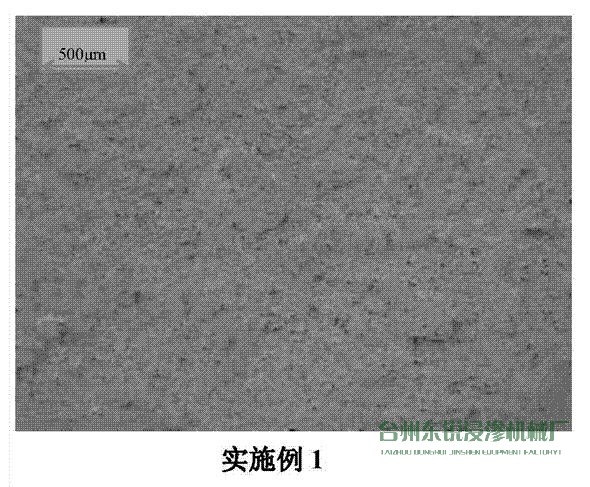
圖1為本發明的實施例1、和對比實施例處理的壓鑄鋁合金表面的顯微鏡照片;
圖2為本發明的實施例1的工藝流程圖。
具體實施方式:
下面對本發明的具體實施方式進行詳細描述,但應當理解本發明的保護范圍并不受具體實施方式的限制。
除非另有其它明確表示,否則在整個說明書和權利要求書中,術語“包括”或其變換如“包含”或“包括有”等等將被理解為包括所陳述的元件或組成部分,而并未排除其它元件或其它組成部分。
實施例1:
一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為8min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空致0.099mpa,保持真空狀態下6min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為12min;
所述每100g浸滲液包含如下組分:羥基型丙烯酸樹脂20g,聚氨酯樹脂25g,納米氧化鋁分散液0.3g,光引發劑2g,抗氧化劑2,6-二叔丁基對甲基苯酚0.3g,阻聚劑0.05g,其余為有機溶劑,所述有機溶劑為乙酸丁酯、乙二醇甲醚、乙二醇丁醚、甲基丁酮、異丁醇,其比例為2:1:3:2:2;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有機溶劑對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金移動到uv光照條件下進行固化,所述uv光的波長為365nm,uv光的能量為850mj/cm2,固化的時間為5min。
實施例2:
一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為10min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空致0.099mpa,保持真空狀態下8min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為15min;
所述每100g浸滲液包含如下組分:縮水甘油基丙烯酸樹脂30g,聚氨酯樹脂30g,光引發劑3g,抗氧化劑2,6-二叔丁基對甲基苯酚0.4g,阻聚劑0.1g,其余為有機溶劑,所述有機溶劑為乙酸丁酯、乙二醇甲醚、乙二醇丁醚、甲基丁酮、異丁醇,其比例為2:1:3:2:2;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有機溶劑對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金移動到uv光照條件下進行固化,所述uv光的波長為365nm,uv光的能量為500mj/cm2,固化的時間為10min。
實施例3:
一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為5min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空致0.099mpa,保持真空狀態下5min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為8min;
所述每100g浸滲液包含如下組分:酰胺基丙烯酸樹脂10g,聚氨酯樹脂30g,納米氧化鋁分散液0.5g,光引發劑5g,抗氧化劑2,6-二叔丁基對甲基苯酚0.2g,阻聚劑0.15g,其余為有機溶劑,所述有機溶劑為乙酸丁酯、乙二醇甲醚、乙二醇丁醚、甲基丁酮、異丁醇,其比例為2:1:3:2:2;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有機溶劑對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金移動到uv光照條件下進行固化,所述uv光的波長為365nm,uv光的能量為1000mj/cm2,固化的時間為2min。
實施例4:
一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為10min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空致0.099mpa,保持真空狀態下8min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為15min;
所述每100g浸滲液包含如下組分:聚氨酯樹脂30g,納米氧化鋁分散液0.5g,光引發劑3g,抗氧化劑2,6-二叔丁基對甲基苯酚0.3g,阻聚劑0.1g,其余為有機溶劑,所述有機溶劑為乙酸丁酯、乙二醇甲醚、乙二醇丁醚、甲基丁酮、異丁醇,其比例為2:1:3:2:2;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有機溶劑對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金移動到uv光照條件下進行固化,所述uv光的波長為365nm,uv光的能量為850mj/cm2,固化的時間為5min。
對比實施例:
一種壓鑄鋁合金的表面浸滲方法,具體包括以下步驟:
(1):預處理,將壓鑄鋁合金放入預處理劑中進行預處理,除去壓鑄鋁合金表面的油脂及雜質,預處理的時間為10min;
(2):抽真空,將壓鑄鋁合金放入到浸滲設備中,采用真空泵將浸滲設備抽真空致0.099mpa,保持真空狀態下8min;
(3):在浸滲設備中注入浸滲液,繼續抽真空,在真空狀態下對壓鑄鋁合金進行浸滲,浸滲時間為15min;
所述浸滲液為市售熱固型浸滲液;
(4):漂洗,步驟(3)完成后將浸滲設備恢復到常壓狀態,取出壓鑄鋁合金,并用有蒸餾水對壓鑄鋁合金表面進行漂洗并瀝干;
(5):固化,將經步驟(4)漂洗的壓鑄鋁合金經90℃熱水固化10min。
將經過實施例1、實施例2、實施例3、實施例4和對比實施例處理的壓鑄鋁合金進行性能測試,測試結果如下:
上表中泄漏率是指單位時間內油通過經處理的壓鑄鋁合金泄漏出的油量,從上表的實驗測試結果以及圖1的實驗結果看,經本發明的表面浸滲工藝處理的壓鑄鋁合金硬度相比傳統工藝浸滲工藝處理硬度較高,氣孔數量較少,泄漏率較低,總體相對傳統工藝來說,能夠有效填補壓鑄鋁合金的孔隙。
前述對本發明的具體示例性實施方案的描述是為了說明和例證的目的。這些描述并非想將本發明限定為所公開的精確形式,并且很顯然,根據上述教導,可以進行很多改變和變化。對示例性實施例進行選擇和描述的目的在于解釋本發明的特定原理及其實際應用,從而使得本領域的技術人員能夠實現并利用本發明的各種不同的示例性實施方案以及各種不同的選擇和改變。
該技術已申請專利。僅供學習研究,如用于商業用途,請聯系技術所有人。
技術研發人員:王喜銘
技術所有人:無錫金科涂裝有限公司
總結:以上就是關于《浸滲發明專利分享:一種壓鑄鋁合金的表面浸滲方法與流程》的全部內容,希望對大家有所幫助。想了解更多有關浸滲劑、浸滲設備、浸滲加工方面的相關內容,請收藏本站及時關注本站更新。東銳浸滲唯一官方網址:www.ssefloor.com「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網絡,如有侵權請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)
