浸滲工藝是一項相對復雜,而又重要的工作。很多情況下,手藝的好壞決定著產品的質量,甚至影響著的企業的生存。今天,臺州浸滲廠的技術顧問就來詳細說說浸滲工藝這個所有鑄件廠家都離不開的的話題,希望對朋友們有所幫助,具體內容如下:

木材浸滲工藝
簡述浸滲工藝
工件浸滲工藝分為前處理、浸滲處理和后處理三個階段。
1-1、前處理
前處理工藝包括清洗和干燥等工序。
1-2、浸滲處理
浸滲處理工藝包括工件抽真空、負壓吸入浸滲劑、加壓推出浸滲劑、常壓取出工件等工序。
1-3、后處理
后處理工藝包括漂洗、鈍化、晾干和熱固化、試壓等工序。
注:浸滲處理后工件應進行泵壓試驗,如有泄露可進行第二、第三次浸滲處理,對三次浸滲后仍泄露的工件則作報廢處理。
浸滲工藝詳細的操作過程
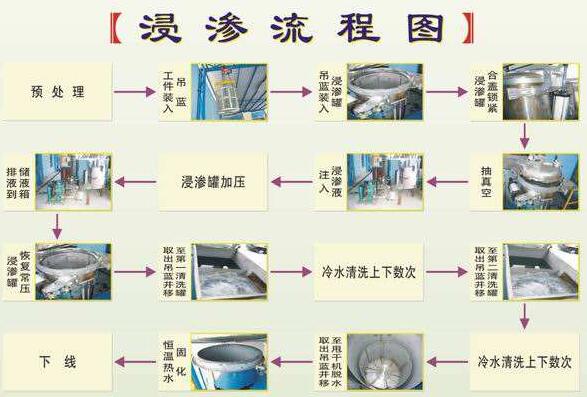
浸滲工藝流程圖
a、浸滲預處理:
鑄件最好在拋光加工后進行,粉末冶金最好燒結后進行,零件如有油污可用前處理設備脫脂,清洗脂,清洗,烘干。
b、浸滲:
==把裝有零件的浸滲籃放入浸滲罐中。
==干真空處理:開動真空泵,真空壓力在0.09mpa以上,用真空把零件微孔或裂紋內的空氣(或水、油等)抽出,抽真空時間為10分鐘。
==濕真空處理:用真空把膠液吸進浸滲罐內,膠液的液面高出浸滲籃中零件50-80mm為準,繼續抽真空15分鐘,然后緩慢卸下至常壓,浸泡數分鐘。
==特殊情況,如采用高粘度密封劑或者工件體積、厚度較大等,則開啟空壓機,用壓縮空氣把膠液壓入零件中的微孔或裂紋內,壓縮空氣壓力根據具體情況而定,如果沒有特殊要求,壓縮空氣壓力在0.4mpa即可,時間為10分鐘。但對大多數用戶,可取消加壓工序,只采用干真空--濕真空浸滲是迄今最有效的方法。壓力浸滲后開啟輸膠液管道閥門,通過壓力把浸滲罐中的膠液壓回儲膠罐內,卸壓。
c、瀝干及甩干:
==浸滲完畢,打開浸滲罐的蓋子,用吊鉤把浸滲籃吊離膠液(籃底離開膠液表面),讓浸滲籃及其內裝零件表面粘附液滴干或甩干,放入甩干機,將膠液甩干,然后把浸滲籃移至洗滌罐中。
d、洗滌:
==洗滌罐中放入能滲過浸滲籃的水。為了能洗滌干凈零件的膠液,浸滲籃上下抖動5次或左右搖擺、增加零件表面與水的摩擦,讓零件表面多余的膠液溶于水中。洗滌時間為1分鐘。洗滌的水集中,經過處理后排出。洗滌次數2次。個別結構特殊的零件,最好再用噴水槍沖洗內孔等部位。
e、固化:
==將洗滌后的零件放入熱水固化槽內,恒溫90°C固化時間20分鐘。
f、試壓:
==固化后的零件放進試壓機試壓或裝配后試壓。試壓的壓力高低,根據零件的使用壓力而定。
備注:用于粉末冶金件上有密集較大砂孔的零件,可能有少量零件密封失敗,對這種情況建議用戶先提供試件,由本廠進行浸滲合格率評估,確保密封成功率在98%以上,再采用本工藝。
總結:以上就是臺州浸滲廠的小編總結的有關《浸滲工藝及流程》的全部內容,希望對朋友們有所幫助。如需了解更多有關臺州浸滲、設備機械及浸滲液的相關信息請收藏本站。【www.ssefloor.com】
「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網絡,如有侵權請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)
